





廣州轉(zhuǎn)子軸承位激光修復(fù)-泰格激光技術(shù)
廣州泰格激光技術(shù)有限公司
經(jīng)營(yíng)模式:生產(chǎn)加工
地址:廣州市黃埔區(qū)創(chuàng)業(yè)路16號(hào)中航C座二層
主營(yíng):激光淬火加工,激光熔覆加工,激光淬火設(shè)備,激光熔覆設(shè)備
業(yè)務(wù)熱線:020-82369849
QQ:2725080801
產(chǎn)品詳情 聯(lián)系方式
產(chǎn)品品牌:泰格激光技術(shù)
供貨總量:不限
價(jià)格說(shuō)明:議定
包裝說(shuō)明:不限
物流說(shuō)明:貨運(yùn)及物流
交貨說(shuō)明:按訂單
有效期至:長(zhǎng)期有效
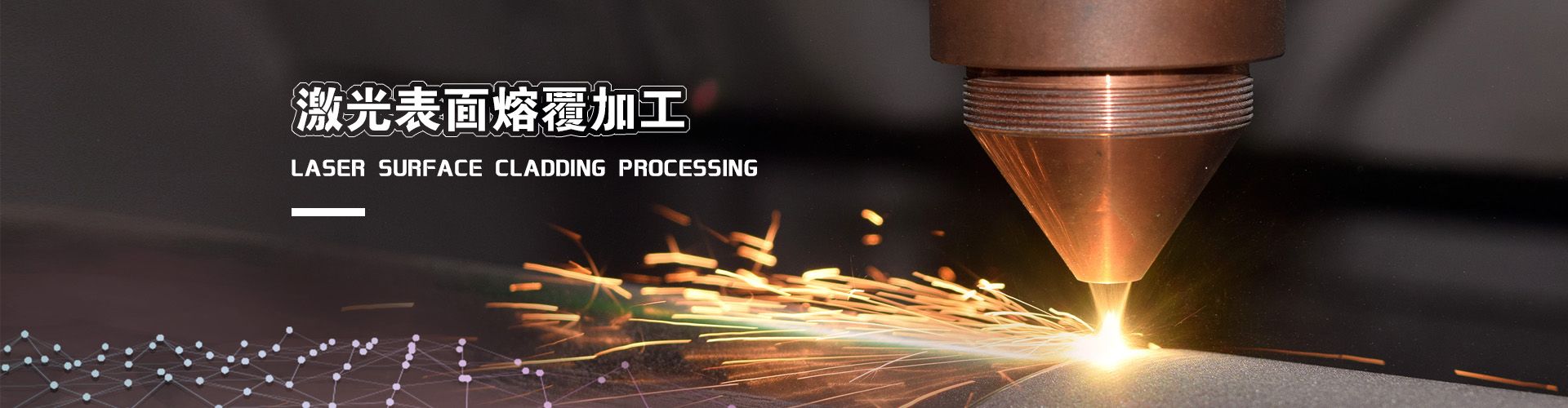
泰格激光熔覆加工——轉(zhuǎn)子軸承位激光修復(fù)
激光熔覆再制造用合金材料研究現(xiàn)狀
因具備脫氧、還原、造渣、除氣、濕潤(rùn)金屬表面、良好的固態(tài)流動(dòng)性、適中的粒度及含氧量要低等共性,激光熔覆合金粉末多沿用熱噴焊所用合金粉末。但由于工藝的本質(zhì)差別導(dǎo)致了激光熔覆用粉出現(xiàn)了裂紋、夾渣等缺陷,需要針對(duì)激光熔覆特點(diǎn)開(kāi)發(fā)合金粉末。高速熔覆技術(shù)是一種可打破傳統(tǒng)常規(guī)熔覆技術(shù)局限的新型優(yōu)勢(shì)技術(shù)。自高速熔覆技術(shù)問(wèn)世以來(lái),憑借顯著的加工效率、加工精度優(yōu)勢(shì)在國(guó)內(nèi)外掀起了一股研發(fā)熱潮,研究者們持續(xù)投入了大量精力,將激光熔覆技術(shù)推向了更新的高度。 轉(zhuǎn)子軸承位激光修復(fù)

泰格激光熔覆加工——轉(zhuǎn)子軸承位激光修復(fù)
激光熔覆再制造技術(shù)在應(yīng)用進(jìn)程中一直追求高加工效率,目前已經(jīng)形成了大功率激光熔覆和超高速激光熔覆兩種加工模式,其中大功率激光熔覆又稱傳統(tǒng)熔覆,多采用矩形大光斑、大功率激光為熱源,熔覆單道較寬,熔覆層厚度高達(dá)2.5mm,可在平面、弧面、立面高i效率制得大厚度、大面積涂層,是目前激光加工的主要技術(shù)手段,筆者公司進(jìn)行了鋼廠軋輥再制造,在其表面通過(guò)激光熔覆鐵基合金粉末實(shí)現(xiàn)再制造,替代了傳統(tǒng)堆焊Ni60,創(chuàng)造了經(jīng)濟(jì)收入;采用激光熔覆替代傳統(tǒng)堆焊技術(shù)進(jìn)行板材表面熔覆,實(shí)現(xiàn)了中部槽中、底板的再制造強(qiáng)化,轉(zhuǎn)子軸承位激光修復(fù)

泰格激光熔覆加工——轉(zhuǎn)子軸承位激光修復(fù)
從當(dāng)前激光熔覆的應(yīng)用情況來(lái)看,其主要應(yīng)用于三個(gè)方面:一,對(duì)材料的表面改性,如燃汽輪機(jī)葉片,軋輥,齒輪等;二,對(duì)產(chǎn)品的表面修復(fù),如轉(zhuǎn)子,模具等。有關(guān)資料表明,修復(fù)后的部件強(qiáng)度可達(dá)到原強(qiáng)度的90%以上,其修復(fù)費(fèi)用不到重置價(jià)格的1/5,更重要的是縮短了維修時(shí)間,解決了大型企業(yè)重大成套設(shè)備連續(xù)可靠運(yùn)行所必須解決的轉(zhuǎn)動(dòng)部件快速搶修難題。另外,對(duì)關(guān)鍵部件表面通過(guò)激光熔覆超耐磨抗蝕合金,可以在零部件表面不變形的情況下大大提高零部件的使用壽命;對(duì)模具表面進(jìn)行激光熔覆處理,不僅提高模具強(qiáng)度,還可以降低2/3的制造成本,縮短4/5的制造周期。三,快速原型制造。轉(zhuǎn)子軸承位激光修復(fù)


張先生先生
手機(jī):18925080801
最新信息


